
 English
English

Products

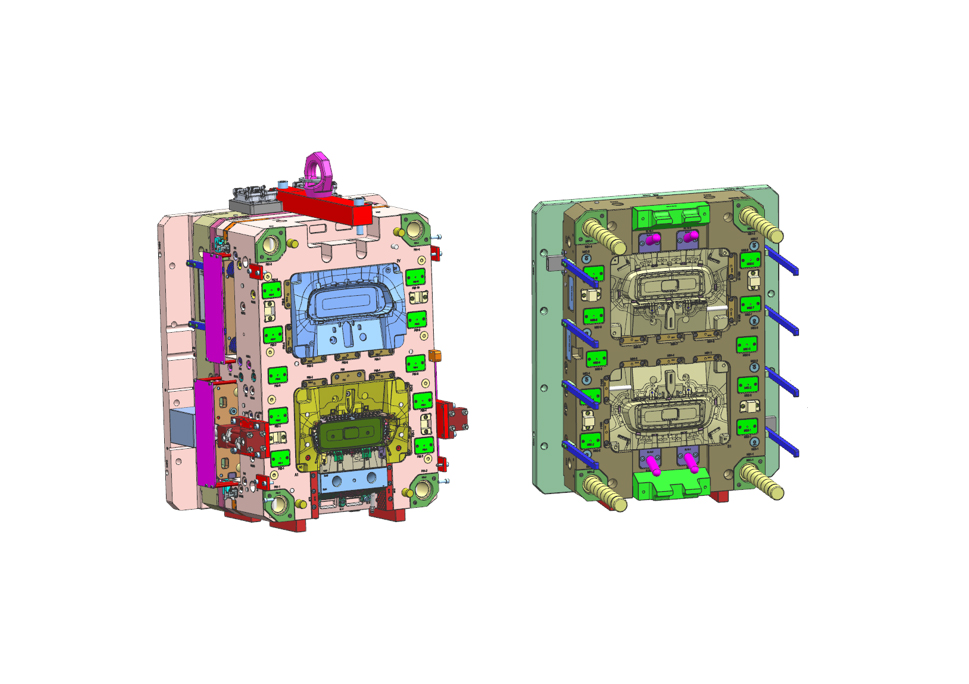
This tooling specification covers a 1+1 cavity,multi-component(2K)injection mold engineered for the SKODA SK38 FPK BASIC 10 panel interface.The tool is designed for dual-stage overmolding of ALCOM PC White onto PC Black substrates.It incorporates premium Electro-Slag Remelting(ESR)through-hardened steels to ensure clean parting lines,high-gloss surface capabilities,and zero light leakage along the multi-material boundaries,meeting strict European OEM quality standards.
Parameter | Specification |
Product Name | SKODA SK38 FPK BASIC 10 |
Plastic Material | ALCOM PC White / PC Black (Multi-Component Polycarbonate) |
Cavity Count | 1+1 Cavity (2K / Two-Shot Injection Tool) |
Core & Cavity Steel | S136ESR (HRC 50-52) / 1.2343ESR (HRC 50-52) |
Component Standard | HASCO Standard Components |
Mold Classification | Two-Shot (2K) High-Precision Tooling |
To meet the stringent aesthetic and optical requirements of automotive instrument/panel components,the tool layout integrates premium Electro-Slag Remelting(ESR)steels.S136ESR is utilized for the cosmetic cavities to achieve a flawless,mirror-polished finish while providing excellent corrosion resistance.For sections requiring high thermal fatigue resistance and structural stability under high dual-injection pressures,1.2343ESR steel is implemented.Both steels are through-hardened to HRC 50-52 to eliminate parting line wear and prevent flash during the second-shot injection.
The mold is designed for rotary table or index plate multi-component injection systems.The primary injection stage forms the PC White substrate,followed by an automated rotational sequence where the PC Black second shot is overmolded.This configuration ensures perfect bond-line fusion between the two PC resins,eliminates manual assembly,and guarantees absolute boundary definitions required for backlit icons or dual-color styling lines.
Due to the close-tolerance indexing required in multi-component molding,all functional tooling parts—including centering blocks,precise alignment pillars,guiding components,and cooling fittings—adhere strictly to HASCO standards.This precise standardization limits core shift across extended high-speed production cycles and simplifies technical maintenance at global manufacturing points.
Q:Why use a combination of S136ESR and 1.2343ESR steel for this 2K mold?
A:S136ESR is specified for the high-visual zones because its ESR processing eliminates microscopic impurities,allowing for an optical mirror polish and uniform surface finish.1.2343ESR is applied to structural areas and cores because it provides high thermal conductivity,exceptional thermal shock resistance,and handles the high shear stresses of two-shot Polycarbonate injection without micro-cracking.
Q:How does the tool ensure no material leakage between the white and black PC shots?
A:Polycarbonate requires high melt temperatures and injection pressures.The tool relies on through-hardened steel inserts(HRC 50-52)combined with precise mechanical shut-offs and tight indexing tolerances.This prevents the high-temperature second shot from breaching the sealing boundaries of the first shot substrate.
Q:What is the benefit of the HASCO standard for this specific project?
A:Two-shot(2K)tools demand tighter guiding tolerances than standard single-material molds to handle the indexing rotation safely.HASCO precision guide elements eliminate mechanical play during mold closing,ensuring continuous quality for European automotive production runs while ensuring off-the-shelf spare parts availability worldwide.